流量監控配比濃度準確率達99%
缺液自動補給省時省力
實現PH值、達到90%以上
溫度在線監控、達到90%以上
濃度檢測等,達到90%以上
原液有效使用率達到90%以上
目前,對大多數工廠來說,由于廢切削液的含量低、廢水量大,處理難度大,一些工廠大多采用稀釋后直接排放,要么是協議拖走或簡單處理后排放,既污染環境、浪費資源,又增加了成本。因此,通過延長切削液的使用壽命,減少廢液排放量來降低消耗、節能減排,顯得尤為重要。
采用單機供切削液利用率低,約為50%左右,新配制切削液使用從初始開始,切削液的質量和性能以10%的速度下降,切削液粘度以5~10%的速度提高,當切削液使用到4~5班次(或2~3天)時,切削液質量和性能下降約40~50%,粘度相對應提高,此時,只有通過加水稀釋與補液,當8~10班次(5~7天)時,粘度等各項指標升高而不能繼續使用,加工速度相對應下降50%以上,工件表面質量等和鉬絲的花絲、斷絲現象頻現,此時,通常只有清洗液箱及更換切削液。經驗統計,機床單機供切削液,切削液的利用率約為50%左右。采用戶集中供液后切削液利用率達95%以上

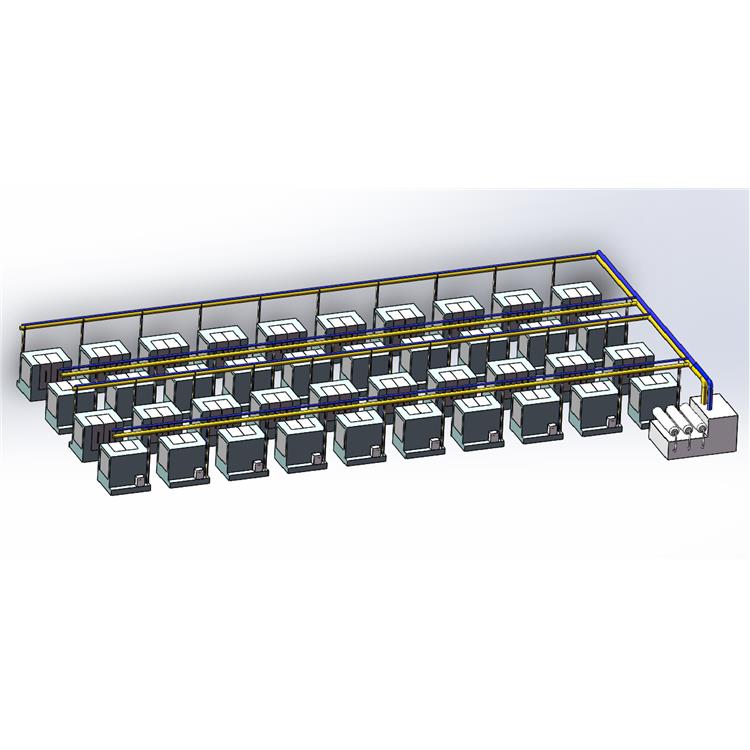
與單機循環系統相比,集中過濾的優越性表現在以下幾個方面:
1、過濾精度容易控制。
2、容易實現自動控制。
3、便于管理添加切削液時點數少,可以減少切削液管理人員,廢切削液可以集中處理,環境污染小;排出的鐵屑集中,便于運輸處理,切削液的使用情況可以集中檢測。

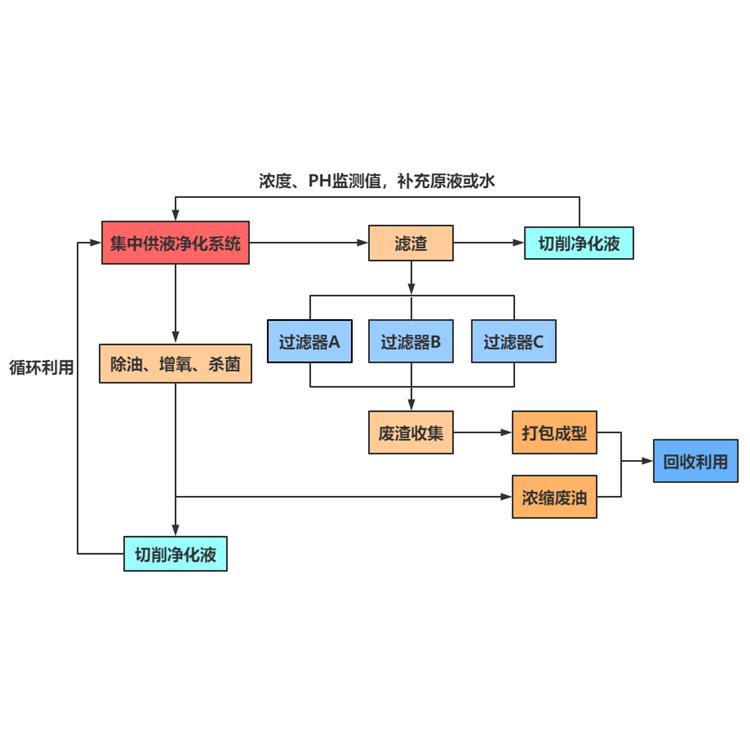
在工業加工過程中,切削液在機械加工中有非常重要的地位它的好壞影響工廠的生產力,具的使用壽命和工件的質量,使用過的切削液會逐漸降解,一旦液體失效,必須更換并清理.再生處理系統不僅能去除油污還把產品的品質上升到一個新的層次。率的油水分離系統能顯著提升切削液的品質,改善液體發臭的現象,設備以旁路方式運行能在生產持續運行的情況下去除切削液中的油污表面固體顆粒,表面金屬粉末及其他污染物。

切削液集中供液凈化系統能提高生產效率,切削液質量長期穩定,保證了切削磨削加工的需要。此外,也降低了諸多的成本,改善車間工作環境,并且從另一角度,減少了污水對環境的污染,變廢為寶,降低了污水的排放量,為環保做出了重大貢獻。
因型號、配置不同,價格不一,價格詳情,以電話溝通為準。
http://www.49879.cc